
Nouvelles
 Maison / Nouvelles / Actualités de l'industrie / Quelle est la structure, les composants et le principe de fonctionnement d’un entraînement à rotation horizontale ?
Maison / Nouvelles / Actualités de l'industrie / Quelle est la structure, les composants et le principe de fonctionnement d’un entraînement à rotation horizontale ? Quelle est la structure, les composants et le principe de fonctionnement d’un entraînement à rotation horizontale ?
 2026.04.27
2026.04.27
 Actualités de l'industrie
Actualités de l'industrie
Entraînements de rotation houizontaux sont des ensembles d'actionneurs rotatifs de précision qui combinent un roulement à couronne d'orientation, un étage de réduction à vis sans fin et un boîtier d'entraînement en une seule unité intégrée capable de supporter, de faire tourner et de maintenir des charges dans le plan horizontal. Contrairement aux boîtes de vitesses rotatives conventionnelles qui transmettent le couple le long d'un axe fixe, les entraînements d'orientation gèrent simultanément les charges radiales, les charges axiales et les moments de renversement tout en offrant une rotation contrôlée, ce qui en fait la solution d'entraînement privilégiée pour des applications telles que les suiveurs solaires, les grues de construction, les plates-formes de travail aériennes, les robots industriels, les antennes satellite et les plateaux tournants robustes. Comprendre comment les entraînements de rotation horizontaux sont construits et comment ils fonctionnent au niveau mécanique est essentiel pour les ingénieurs qui spécifient les systèmes d'entraînement, le personnel de maintenance assurant l'entretien des équipements installés et les équipes d'approvisionnement évaluant les options des fournisseurs.
Structure globale d'un entraînement de rotation horizontal
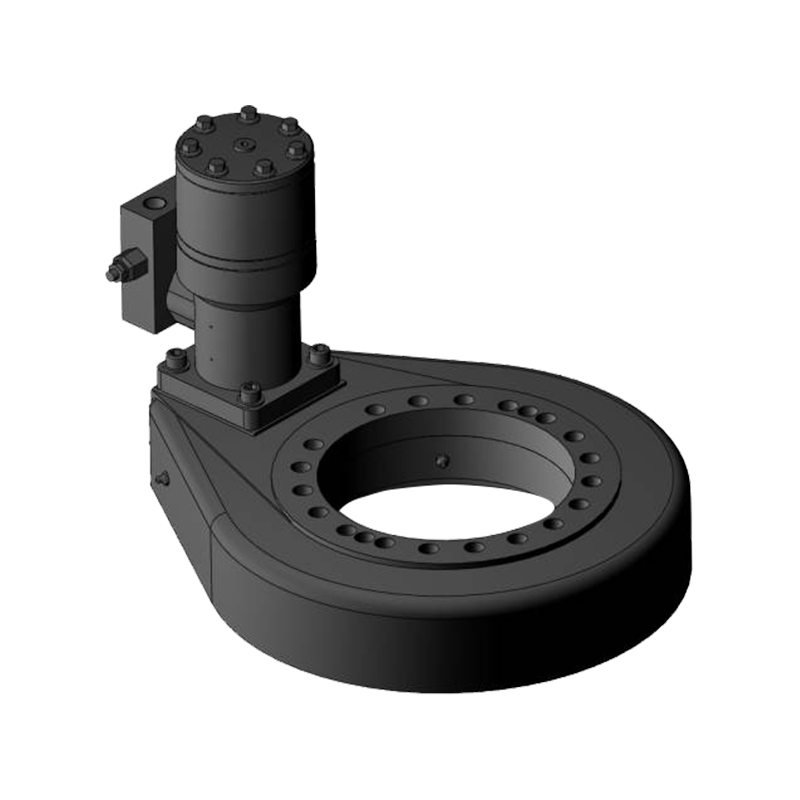
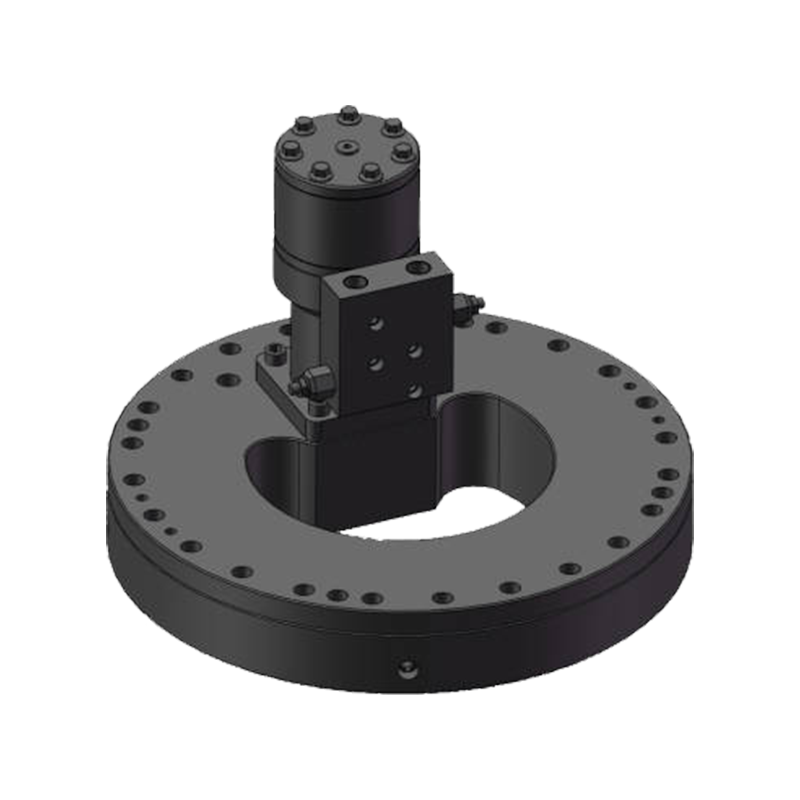
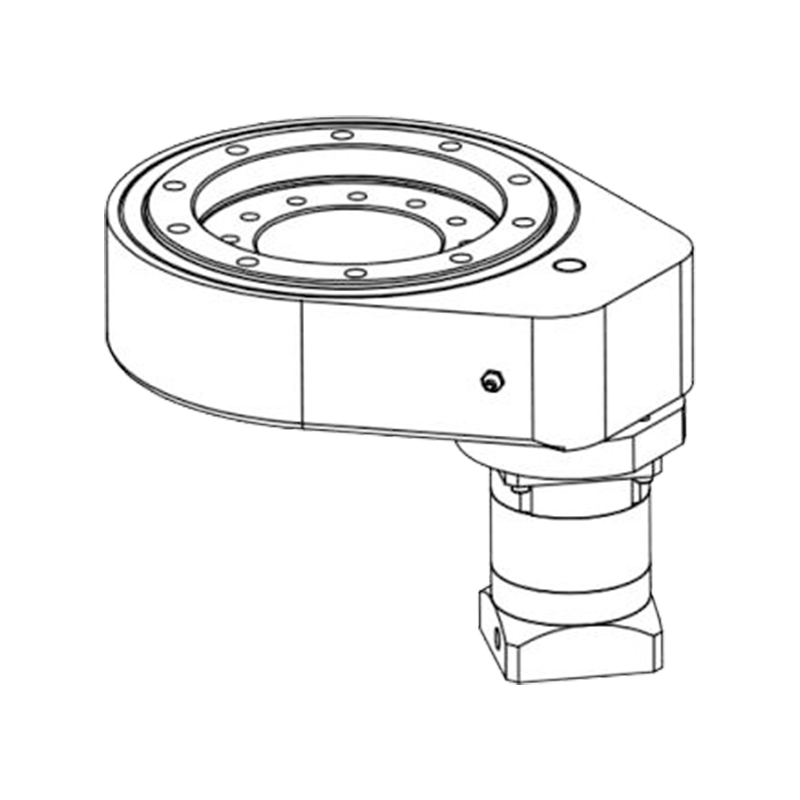
Un entraînement de rotation horizontal est un ensemble autonome qui intègre les fonctions de support de roulement, de réduction d'engrenage et d'entraînement en rotation dans un seul boîtier compact. Dans la configuration horizontale, l'axe de la couronne d'orientation principale est orienté verticalement, c'est-à-dire que la table ou la bride de sortie rotative tourne autour d'un axe vertical dans un plan horizontal, ce qui est l'orientation naturelle des plateaux tournants, des suiveurs d'azimut solaires et des systèmes d'orientation de grue où la charge utile tourne horizontalement autour d'un centre vertical.
Le boîtier extérieur de l'entraînement d'orientation est usiné en fonte ou en fonte ductile et sert à la fois de coque structurelle de la boîte de vitesses et d'interface de montage avec la structure de base fixe. Le boîtier offre une rigidité permettant de résister aux moments de flexion importants générés lorsque des charges décentrées sont appliquées à la sortie rotative, et il enferme l'engrenage dans un environnement étanche et lubrifié. Les trous de montage sur la face et la base du boîtier permettent une connexion boulonnée au châssis de la machine avec des diamètres de cercle de boulons standardisés, et la bride ou l'anneau de sortie fournit l'interface boulonnée à la charge rotative au-dessus.
L'encombrement global de l'ensemble est compact par rapport aux charges qu'il gère. Un entraînement de rotation horizontal de milieu de gamme mesurant environ 300 mm de diamètre peut généralement supporter des charges axiales supérieures à 50 kN, des charges radiales supérieures à 30 kN et des moments de renversement supérieurs à 15 kN·m tout en fournissant des couples de sortie compris entre 5 000 et 20 000 N·m, en fonction de l'entrée du moteur et de la sélection du rapport de transmission. Cette densité de puissance par rapport à la taille de l'enveloppe est l'un des principaux avantages techniques qui conduisent à l'adoption du format d'entraînement de rotation intégré par rapport aux solutions de roulements et de boîtes de vitesses assemblées séparément.
Composants de base et leurs fonctions
Chaque entraînement d'orientation horizontal est construit autour d'un ensemble de composants mécaniques de base qui travaillent ensemble pour transmettre la rotation d'entrée d'un moteur en rotation de sortie contrôlée et à couple élevé de la couronne d'orientation. Chaque composant remplit une fonction spécifique et irremplaçable dans le chemin de charge.
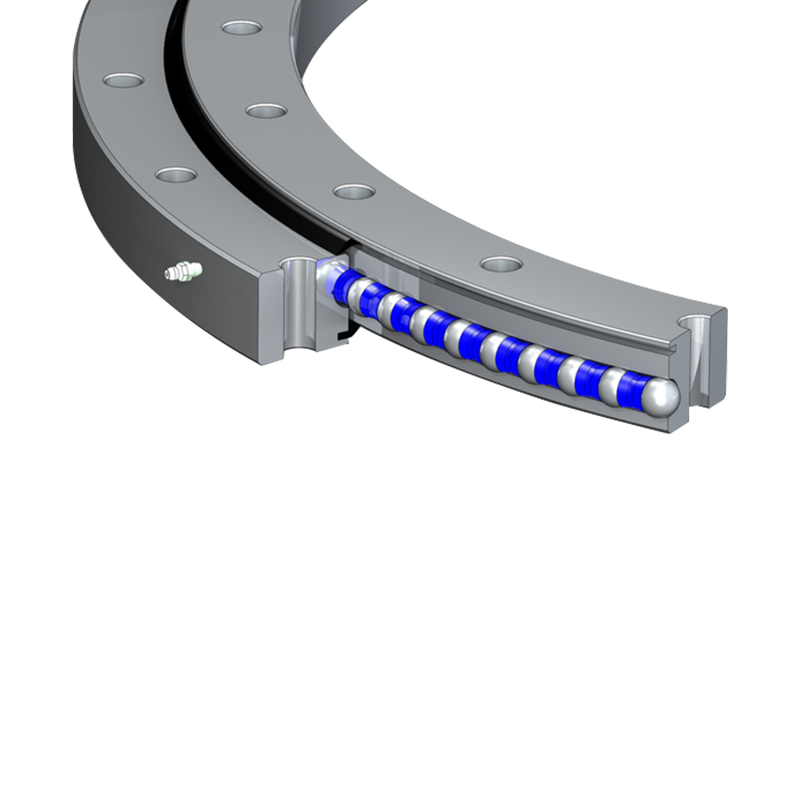
Roulement de couronne d'orientation
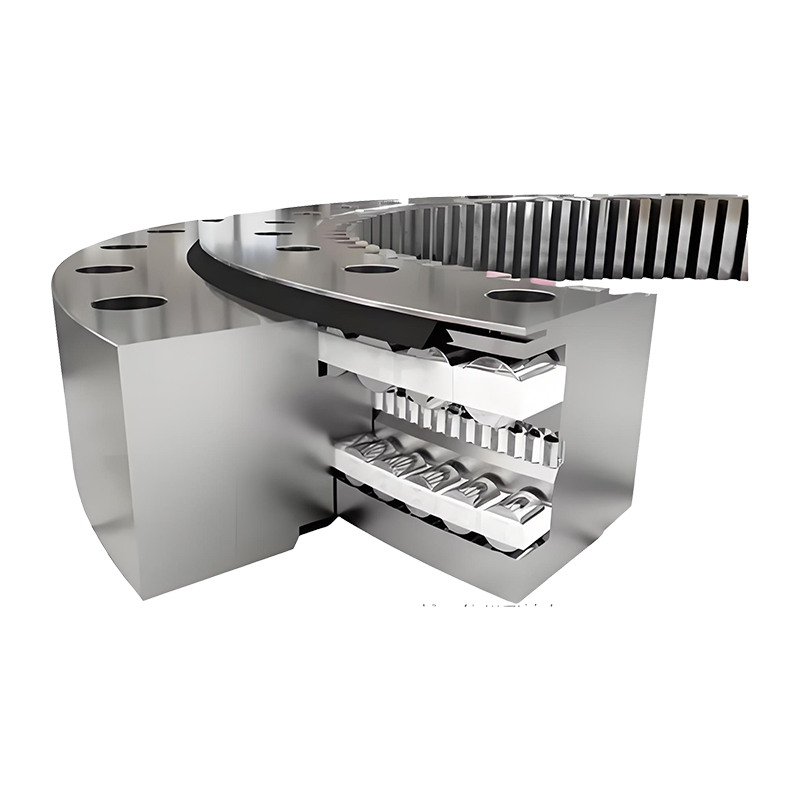
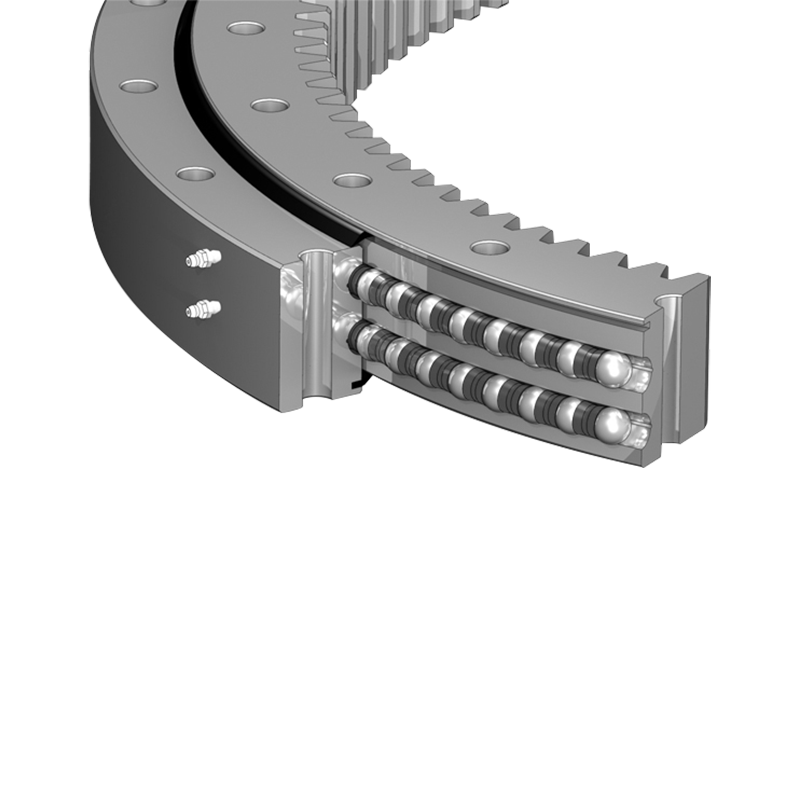
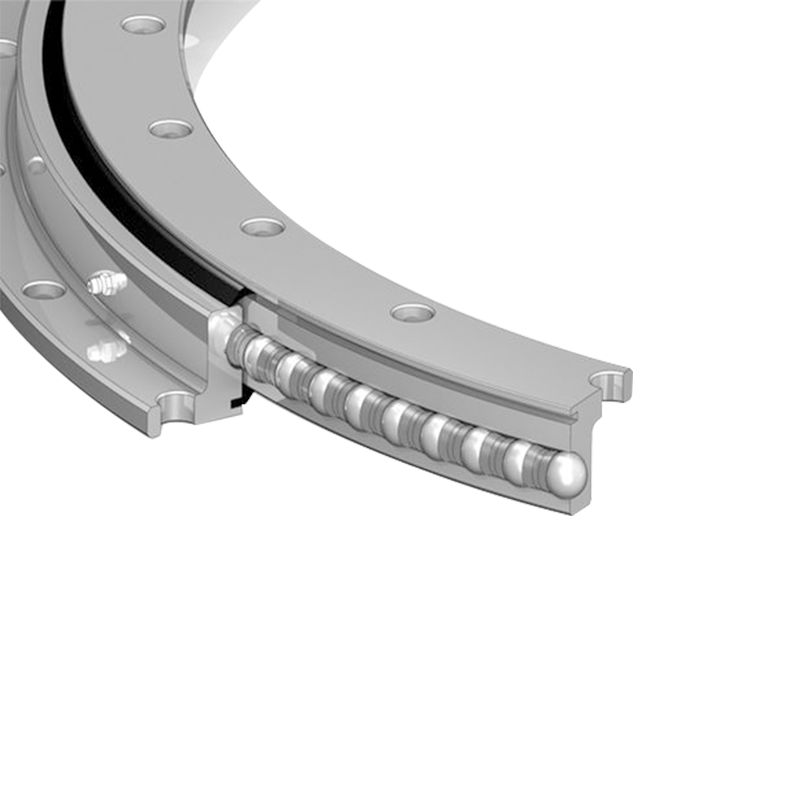
La couronne d'orientation est l'élément structurel central de l'ensemble. Il s'agit d'un roulement à éléments roulants de grand diamètre avec un engrenage intégré - généralement une couronne à vis sans fin - usiné dans la bague intérieure ou extérieure. Dans les entraînements de rotation horizontaux, l'engrenage est le plus souvent usiné dans la surface intérieure de la bague extérieure ou dans la surface extérieure de la bague intérieure, selon la conception spécifique. Les éléments roulants situés entre les bagues intérieure et extérieure supportent toutes les charges appliquées (force axiale provenant du poids de la charge utile, force radiale due à la charge horizontale et moment de renversement dû aux charges excentriques) tout en permettant aux anneaux de tourner les uns par rapport aux autres avec un minimum de friction.
Les couronnes d'orientation dans les entraînements horizontaux sont les plus couramment utilisées roulements à billes à une rangée et à quatre points de contact or roulements à rouleaux croisés . Les roulements à billes à contact à quatre points utilisent un profil de chemin de roulement en arc gothique qui permet à chaque bille d'entrer en contact avec le chemin de roulement en quatre points simultanément, permettant à une seule rangée de billes de supporter des charges axiales dans les deux directions, des charges radiales et des moments de renversement. Les roulements à rouleaux croisés alternent les rouleaux cylindriques dans des orientations de 90 degrés sur une seule rangée, permettant d'obtenir une rigidité et une capacité de moment très élevées dans une section transversale mince. Les deux types sont utilisés dans les entraînements de rotation horizontaux, les conceptions à rouleaux croisés étant privilégiées lorsqu'une rigidité et une précision maximales sont requises, et les conceptions à billes de contact à quatre points privilégiées pour la rentabilité dans les applications plus lourdes mais moins exigeantes en précision.
Ensemble d'engrenages à vis sans fin
L'étage de réduction à vis sans fin est le mécanisme par lequel le couple du moteur est multiplié et la vitesse d'entrée est réduite à la rotation de sortie à faible vitesse et à couple élevé requise par l'application. L'arbre à vis sans fin - un arbre fileté hélicoïdal entraîné directement par le moteur d'entrée - engrène avec les dents de la couronne dentée sur la couronne d'orientation, qui fonctionne comme la roue à vis sans fin dans la paire d'engrenages. Lorsque l'arbre à vis sans fin tourne, l'angle d'hélice du filetage de la vis sans fin génère une force tangentielle sur les dents de la couronne dentée, les poussant ainsi que la couronne d'orientation autour de l'axe de rotation.
Les rapports d'engrenage à vis sans fin dans les entraînements d'orientation varient généralement de 20:1 à 100:1 ou plus au sein d'un seul étage de réduction, fournissant une multiplication substantielle du couple à partir de packages de moteurs d'entrée compacts. L'arbre à vis sans fin est généralement fabriqué à partir d'acier allié cémenté avec un profil de filetage rectifié pour obtenir un contact précis avec les dents et minimiser le jeu. Les dents de la couronne dentée sont généralement taillées dans de l'acier au carbone moyen trempé à cœur ou, dans les conceptions haut de gamme, dans un alliage de bronze, ce qui offre des caractéristiques de friction favorables contre la vis sans fin en acier et réduit l'usure des deux composants.
Roulements et boîtier d'arbre à vis sans fin
L'arbre à vis sans fin est soutenu aux deux extrémités à l'intérieur du boîtier par des roulements à éléments roulants - généralement des roulements à rouleaux coniques ou des roulements à billes à contact oblique - qui supportent les charges radiales générées par l'engrenage à vis sans fin et les forces de poussée axiales générées par l'angle d'hélice du filetage de la vis sans fin. Une précharge appropriée sur ces roulements d'arbre est essentielle pour maintenir un contact constant entre la maille de l'engrenage à vis sans fin et la couronne sur toute la plage de charge de l'entraînement. Une précharge inadéquate permet à l'arbre à vis sans fin de fléchir sous la charge, augmentant le jeu et accélérant l'usure des dents ; Une précharge excessive augmente la friction des roulements et la génération de chaleur, réduisant ainsi l'efficacité mécanique et raccourcissant la durée de vie des roulements.
Système d'étanchéité
Une étanchéité efficace est essentielle à la durée de vie de l'entraînement d'orientation, en particulier dans les applications extérieures telles que les suiveurs solaires et les grues mobiles où l'ensemble est exposé à la pluie, à la poussière, aux cycles de température et aux rayons UV. Les entraînements de rotation horizontaux utilisent une combinaison de joints à labyrinthe, de joints à lèvres et de joints toriques à l'interface entre la bague rotative et le boîtier fixe, ainsi qu'aux points d'entrée de l'arbre à vis sans fin dans le boîtier. La cavité des éléments roulants de la couronne d'orientation est généralement scellée par des joints en caoutchouc collés aux bagues de roulement, empêchant ainsi la perte de lubrifiant et la pénétration de contaminants à l'interface du roulement principal.
Principe de fonctionnement : comment la rotation et le couple sont générés
La séquence de fonctionnement d'un entraînement de rotation horizontal commence au niveau du moteur - soit un moteur électrique avec un étage d'entrée de boîte de vitesses planétaire, un moteur hydraulique ou, dans certaines conceptions, un servomoteur à entraînement direct - qui est monté sur la bride d'entrée de l'arbre à vis sans fin du boîtier. Lorsque l'arbre du moteur tourne, il fait tourner l'arbre à vis sans fin à la vitesse d'entrée. Le filetage hélicoïdal de l'arbre à vis sans fin est en prise continue avec les dents de la couronne dentée de la bague intérieure ou extérieure de la couronne d'orientation.
La géométrie de l'engrenage à vis sans fin sur couronne convertit le mouvement de rotation rapide de l'arbre à vis sans fin en une rotation lente et à couple élevé de la couronne d'orientation grâce à un avantage mécanique déterminé par le rapport de transmission. Si l'arbre à vis sans fin effectue un tour complet, la couronne d'orientation avance d'un nombre de dents de couronne égal au nombre de démarrages de filetage sur la vis sans fin. Une vis sans fin à démarrage unique faisant avancer une couronne de 60 dents produit un Rapport de démultiplication 60:1 — un tour complet de vis sans fin déplace la couronne d'exactement un pas de dent, et 60 tours de vis sans fin complètent un tour complet de la couronne d'orientation.
La force tangentielle appliquée aux dents de la couronne dentée par le filetage de la vis sans fin est le produit du couple d'entrée multiplié par le rapport d'engrenage et l'efficacité mécanique du maillage de la vis sans fin. Les engrenages à vis sans fin sont moins efficaces mécaniquement que les engrenages hélicoïdaux à axes parallèles en raison du contact glissant entre les dents de la vis sans fin et de la roue plutôt que du contact roulant des paires d'engrenages hélicoïdaux. Les valeurs d'efficacité des entraînements d'orientation à vis sans fin se situent généralement dans la fourchette Plage de 50 % à 80 % , en fonction de l'angle d'attaque de la vis sans fin, des conditions de lubrification et des matériaux utilisés. Des angles d'attaque plus élevés (vis sans fin à démarrages multiples) améliorent l'efficacité mais réduisent le rapport de transmission par étage ; des angles d'attaque plus faibles améliorent le rapport de transmission mais réduisent l'efficacité et augmentent la génération de chaleur à des vitesses d'entrée élevées.
Comportement autobloquant
L'une des caractéristiques fonctionnelles les plus importantes de l'entraînement de rotation horizontal à vis sans fin est sa capacité d'autoblocage inhérente. Lorsque l'angle d'inclinaison de la vis sans fin est inférieur à une valeur seuil - généralement inférieure à environ 6 à 8 degrés , bien que les valeurs exactes dépendent des coefficients de frottement, la géométrie de l'engrenage empêche la couronne de faire reculer l'arbre à vis sans fin. Cela signifie que lorsque la puissance du moteur est coupée, l'entraînement d'orientation maintient sa position sous charge sans nécessiter un système de freinage séparé. La force de réaction de la charge sur les dents de la couronne dentée génère une composante de force le long de l'axe de l'arbre à vis sans fin, mais la friction dans le contact vis sans fin-roue empêche cette force de surmonter la friction statique et d'entraîner la vis sans fin en rotation.
L'autoverrouillage est une fonction de sécurité essentielle dans les applications telles que les suiveurs solaires, les plates-formes élévatrices et les équipements de manutention où le variateur doit maintenir une position fixe sous les charges appliquées lors de coupures de courant ou de pannes du système de contrôle. Il élimine le besoin de freins de maintien externes dans de nombreuses applications, simplifiant ainsi la conception du système et réduisant le nombre de composants. Cependant, les entraînements de rotation autobloquants ne peuvent pas être rétrogradés pour un positionnement d'urgence manuel, ce qui doit être pris en compte dans la planification de la sécurité de la machine.

Paramètres de capacité de charge et spécifications de sélection
La sélection du système d'orientation horizontal approprié pour une application donnée nécessite d'évaluer simultanément quatre paramètres de charge principaux, car le roulement de la couronne d'orientation doit supporter toutes les charges appliquées simultanément tout au long de sa durée de vie.
| Paramètre de charge | Définition | Composant de transport principal | Unité typique |
|---|---|---|---|
| Charge axiale | Force parallèle à l'axe de rotation (verticale en entraînement horizontal) | Eléments roulants à couronne d'orientation | kN |
| Charge radiale | Force perpendiculaire à l'axe de rotation (horizontale) | Eléments roulants à couronne d'orientation | kN |
| Moment de renversement | Moment de flexion dû à une charge excentrique ou à une force latérale | Couple de roulements de couronne d'orientation | kN·m |
| Couple de sortie | Couple moteur de rotation délivré à la charge | Maille et couronne d'engrenage à vis sans fin | N·m |
Un aspect essentiel de la sélection d'un entraînement d'orientation est que ces quatre paramètres interagissent : un entraînement fonctionnant à proximité de sa capacité de moment de renversement nominale a réduit la capacité de charge axiale et radiale disponible, et vice versa. Les tableaux d'évaluation des fabricants fournissent des enveloppes de capacité de charge combinées, et une sélection appropriée nécessite de tracer la combinaison de charges réellement appliquée par rapport à ces enveloppes plutôt que de comparer les paramètres individuels de manière isolée.
Système de lubrification et exigences de maintenance
Les performances à long terme d’un système d’orientation horizontale sont directement déterminées par la qualité et la cohérence de son programme de lubrification. Deux circuits de lubrification distincts doivent être entretenus : le circuit des éléments roulants de la couronne d'orientation et le circuit des mailles de l'engrenage à vis sans fin, qui dans la plupart des conceptions partagent un bain d'huile commun à l'intérieur du carter mais peuvent nécessiter des qualités de lubrifiant différentes dans les applications hautes performances ou à températures extrêmes.
Le maillage de l'engrenage à vis sans fin est généralement lubrifié par des projections d'huile provenant d'un réservoir maintenu au fond du boîtier jusqu'à un niveau qui permet à la partie inférieure des dents de la couronne de plonger dans l'huile pendant la rotation, transportant le lubrifiant dans la zone de contact du maillage. Les lubrifiants recommandés sont des huiles pour engrenages avec des additifs extrême pression (EP) formulées pour les applications d'engrenages à vis sans fin, les grades de viscosité ISO VG 220 ou VG 460 étant les plus couramment spécifiés. La vitesse de glissement élevée dans le contact vis sans fin-roue génère de la chaleur qui doit être gérée par les caractéristiques viscosité-température du lubrifiant et par des intervalles de vidange d'huile de 2 000 à 4 000 heures de fonctionnement sont typiques pour les entraînements en service extérieur.
Les éléments roulants de la couronne d'orientation nécessitent une lubrification à la graisse appliquée via des graisseurs situés sur la bague ou le boîtier. La graisse doit pénétrer dans le chemin de roulement des éléments roulants à travers des rainures de distribution de graisse usinées dans les chemins de roulement. Dans les installations extérieures, les intervalles de regraissage doivent être alignés sur le calendrier de maintenance de l'application : généralement tous les 6 à 12 mois pour les applications de suivi solaire et plus fréquemment pour les équipements de construction exposés à des cycles de lavage et de contamination.
Applications typiques des entraînements de rotation horizontaux
Les caractéristiques de conception des entraînements de rotation horizontaux (construction intégrée compacte, capacité d'auto-verrouillage, capacité de moment de renversement élevée et rotation contrôlée à basse vitesse) les rendent adaptés à une gamme spécifique et bien définie d'applications où ces propriétés sont requises simultanément.
- Trackers solaires photovoltaïques : Les trackers d'azimut à axe unique destinés aux parcs solaires à grande échelle utilisent des entraînements de rotation horizontaux pour faire pivoter les réseaux de panneaux autour d'un axe vertical, en suivant le mouvement d'azimut du soleil tout au long de la journée. La caractéristique d'autoverrouillage maintient la position du panneau avec précision pendant les charges de vent sans puissance moteur continue, réduisant ainsi considérablement la consommation d'énergie et la complexité du système de contrôle.
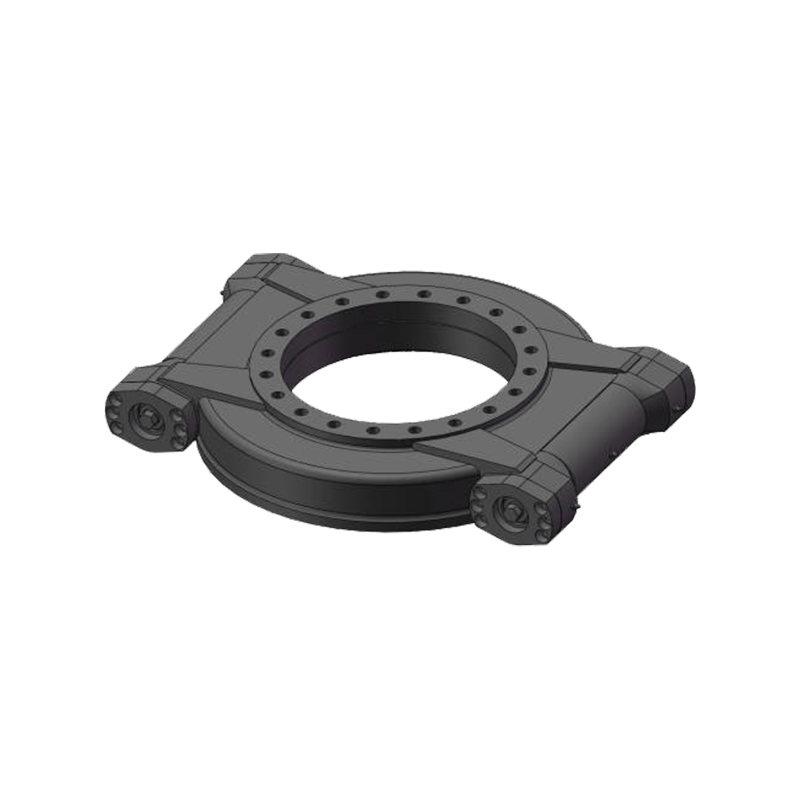
- Grues mobiles et chariots télescopiques : La structure d'orientation supérieure des grues mobiles tourne sur des entraînements d'orientation horizontaux qui doivent supporter le moment de renversement total de la flèche et de la charge levée tout en assurant une rotation douce et contrôlée pendant les opérations d'orientation. Une capacité de moment de renversement élevée combinée à un maintien de charge autobloquant sont toutes deux essentielles dans cette application.
- Plates-formes élévatrices (AWP) et nacelles élévatrices : Le plateau tournant à la base de la flèche tourne sur un entraînement de rotation horizontal, supportant tout le poids de la flèche déployée, de la plate-forme et des occupants comme moment de renversement. L'enveloppe compacte au sein de la structure de base de la machine est une exigence clé à laquelle les entraînements de rotation intégrés répondent efficacement.
- Positionneurs industriels et platines de soudage : Entraînements de rotation houizontaux rotate workpieces around a vertical axis for welding, inspection, or assembly operations, providing precise angular positioning under substantial workpiece weight. The combination of high axial load capacity and accurate positioning from the worm gear mesh makes them well-matched to this application class.
- Antennes de communication par satellite : Les antennes de poursuite au sol utilisent des entraînements d'orientation horizontaux pour la rotation en azimut, où un positionnement précis et minimisé par le jeu est nécessaire pour maintenir l'alignement du faisceau de l'antenne avec les satellites en mouvement. Des profils de vis sans fin rectifiés avec précision et des roulements d'arbre à vis sans fin préchargés sont spécifiés dans ces applications pour minimiser les erreurs de positionnement angulaire.
Jiangsu Manchen Transmission Technology Co., Ltd. excelle dans la création de roulements d'allumage personnalisés, fiables et précis pour diverses industries, innovant continuellement pour répondre aux normes les plus élevées et rechercher des opportunités de collaboration. Fournisseur de roulements d'allumage fiable et régulier en Chine.
Liens rapides
Liens de produits
Contactez-nous
-
Address:N ° 8, Nanqiu Road, Huangtu Town, Jiangyin City , Chine
-
Tel:+ 86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
